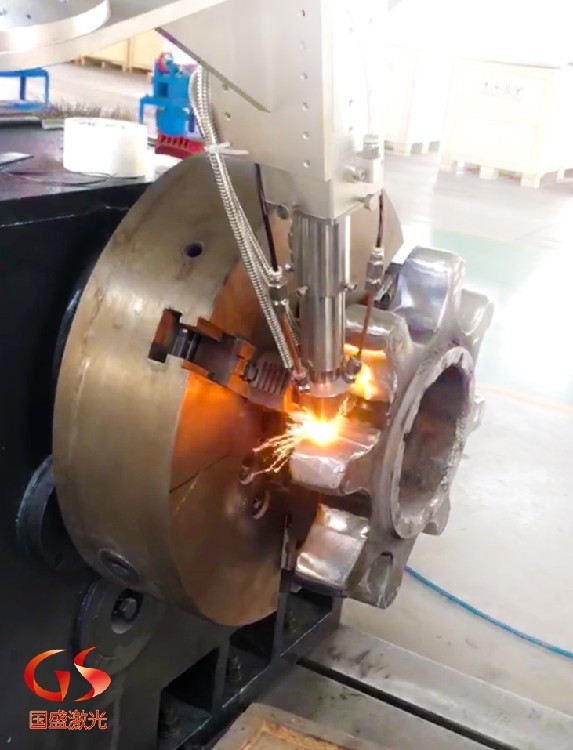
石油鉆桿激光熔覆加工機(jī)廠家
激光熔覆技術(shù)作為表面工程領(lǐng)域的重要分支�����,其核心技術(shù)特性體現(xiàn)在高能密度熱源的調(diào)控與材料冶金結(jié)合的特優(yōu)勢(shì)上����。與傳統(tǒng)堆焊技術(shù)相比,激光熔覆的能量密度分布更均勻�,能夠?qū)崿F(xiàn)局部微區(qū)加熱,避免對(duì)基體材料造成大范圍熱影響�。以某重型機(jī)械廠對(duì) Cr12MoV 模具鋼的修復(fù)為例,采用 1.5kW 光纖激光器進(jìn)行熔覆時(shí)���,熱影響區(qū)(HAZ)厚度僅為 0.3-0.5mm����,遠(yuǎn)低于電弧堆焊的 2-3mm,有效減少了基體材料的淬硬�、變形等問(wèn)題。這種的熱輸入控制����,使得激光熔覆在修復(fù)精密零部件時(shí)表現(xiàn)出的優(yōu)勢(shì)。?
在熔覆層形成過(guò)程中�����,激光束與合金粉末的相互作用機(jī)理尤為關(guān)鍵�����。當(dāng)粉末顆粒被送粉氣流輸送至激光作用區(qū)時(shí)���,會(huì)經(jīng)歷吸收激光能量��、熔化��、霧化�、凝固等一系列物理化學(xué)變化�。高速攝像觀察顯示,粉末在激光束中形成的 “羽流” 區(qū)域溫度可達(dá) 1500-2500K�,使粉末顆粒在到達(dá)熔池前已完成預(yù)熔化��,這一特性顯著提高了熔覆層的致密度����。某研究機(jī)構(gòu)對(duì) 316L 不銹鋼粉末的熔覆實(shí)驗(yàn)表明�,預(yù)熔化率達(dá)到 85% 以上時(shí),熔覆層氣孔率可控制在 0.5% 以下�,這是傳統(tǒng)熱噴涂技術(shù)難以實(shí)現(xiàn)的質(zhì)量指標(biāo)�。?
激光熔覆的另一個(gè)核心優(yōu)勢(shì)在于其對(duì)熔覆層成分的調(diào)控能力。通過(guò)調(diào)整送粉系統(tǒng)中不同合金粉末的配比���,可以在基體表面形成梯度功能材料層����。例如在石油套管修復(fù)中�����,采用從基體側(cè)到表面?zhèn)?Cr 含量逐漸增加的梯度熔覆層��,既了與基體的良好結(jié)合�,又在表面形成高鉻耐磨層,使套管的使用壽命延長(zhǎng) 3 倍以上��。這種成分設(shè)計(jì)的靈活性,讓激光熔覆能夠針對(duì)不同工況需求定制表面性能��,拓展了其應(yīng)用場(chǎng)景�����。
激光熔覆技術(shù)的發(fā)展高度依賴于適配性材料體系的創(chuàng)新��。目前應(yīng)用廣泛的是鐵基����、鎳基、鈷基三大系列合金粉末��,每種體系都有其特的性能優(yōu)勢(shì)和適用場(chǎng)景�。鐵基合金粉末成本較低,且與碳鋼�����、鑄鐵等基體材料相容性好���,在農(nóng)機(jī)配件�、礦山機(jī)械等領(lǐng)域應(yīng)用廣泛���。某農(nóng)業(yè)機(jī)械制造商采用 Fe-Cr-B-Si 系自熔性合金粉末修復(fù)犁鏵��,熔覆層硬度達(dá)到 HRC55-60����,耐磨性比原廠件提高 2 倍,單臺(tái)農(nóng)機(jī)的維修成本降低 40%����。?
鎳基合金粉末具有的耐高溫和耐腐蝕性能,特別適用于高溫工況下的部件修復(fù)��。在火力發(fā)電廠汽輪機(jī)葉片修復(fù)中���,Inconel 625 鎳基粉末的熔覆層在 600℃高溫下仍能保持良好的抗氧化性,經(jīng)修復(fù)的葉片運(yùn)行壽命可達(dá) 8000 小時(shí)以上���。研究數(shù)據(jù)顯示����,鎳基熔覆層在含硫煙氣環(huán)境中的腐蝕速率僅為基體材料的 1/5�����,這使其成為化工、能源領(lǐng)域高溫部件修復(fù)的材料���。?
鈷基合金粉末雖然成本較高���,但其在高溫耐磨和抗咬合性能上表現(xiàn),常用于航空發(fā)動(dòng)機(jī)氣門���、核反應(yīng)堆閥門等部件的修復(fù)���。Stellite 6 鈷基合金熔覆層在 800℃時(shí)仍能保持 HRC40 以上的硬度,在模擬航空發(fā)動(dòng)機(jī)燃燒室環(huán)境的試驗(yàn)中���,其磨損率比鎳基合金低 40%��。近年來(lái)����,隨著 3D 打印技術(shù)的融合���,球形鈷基粉末的制備工藝不斷優(yōu)化��,粉末流動(dòng)性提高至 15s/50g(霍爾流速計(jì)),滿足了激光熔覆的要求���。?
除了傳統(tǒng)合金體系�,金屬基復(fù)合材料粉末的研發(fā)成為新熱點(diǎn)��。將 WC���、TiC 等陶瓷顆粒引入金屬基體形成的復(fù)合熔覆層,兼具金屬的韌性和陶瓷的耐磨性���。某水泥設(shè)備廠采用 Ni60+30% WC 復(fù)合粉末修復(fù)輥壓機(jī)輥面���,熔覆層硬度達(dá)到 HRC65-70���,耐磨性是高鉻鑄鐵的 2.5 倍���,使設(shè)備檢修周期從 3 個(gè)月延長(zhǎng)至 18 個(gè)月。這類復(fù)合材料的難點(diǎn)在于控制陶瓷顆粒的分布均勻性���,通過(guò)優(yōu)化送粉速率與激光功率的匹配參數(shù)�,目前已能實(shí)現(xiàn) WC 顆粒在熔覆層中的體積分?jǐn)?shù)偏差控制在 ±3% 以內(nèi)�����。

激光熔覆在關(guān)鍵工業(yè)領(lǐng)域的典型應(yīng)用案例?
在電力行業(yè)���,激光熔覆技術(shù)為電站鍋爐 “四管”(水冷壁����、過(guò)熱器�����、再熱器���、省煤器)的修復(fù)提供了革命性解決方案��。某燃煤電廠采用 NiCrBSi 合金粉末對(duì)水冷壁管進(jìn)行熔覆修復(fù)��,熔覆層厚度控制在 1.5mm 時(shí),其抗高溫腐蝕性能是原管材的 5 倍以上����。經(jīng)修復(fù)后的水冷壁管運(yùn)行 20000 小時(shí)后,腐蝕速率僅為 0.1mm / 年�,遠(yuǎn)低于未修復(fù)管的 1.2mm / 年��,使鍋爐檢修周期延長(zhǎng)至 6 年以上���,創(chuàng)造了顯著的經(jīng)濟(jì)效益。?
在軌道交通領(lǐng)域���,激光熔覆用于鋼軌表面強(qiáng)化已進(jìn)入工程應(yīng)用階段���。我國(guó)自主研發(fā)的軌道激光熔覆修復(fù)列車,能夠在不拆卸鋼軌的情況下��,對(duì)傷損部位進(jìn)行在線修復(fù)?��,F(xiàn)場(chǎng)試驗(yàn)數(shù)據(jù)顯示��,修復(fù)后的鋼軌表面硬度達(dá)到 HRC58-62���,接觸疲勞壽命比新鋼軌提高 2 倍,且修復(fù)速度可達(dá) 1.5m/min��,不影響鐵路正常運(yùn)營(yíng)時(shí)間�。這種在線修復(fù)技術(shù)的應(yīng)用,使鋼軌更換周期從 5 年延長(zhǎng)至 15 年,單條干線鐵路的維護(hù)成本降低數(shù)十億元��。?
在模具制造與修復(fù)行業(yè)�,激光熔覆展現(xiàn)出特的技術(shù)優(yōu)勢(shì)。對(duì)于大型汽車覆蓋件模具的刃口磨損���,傳統(tǒng)堆焊修復(fù)后需要進(jìn)行大量機(jī)加工���,而激光熔覆可以實(shí)現(xiàn)近凈成形修復(fù),熔覆層余量?jī)H需留 0.3-0.5mm���。某汽車廠采用激光熔覆修復(fù) 5000mm×2000mm 的沖壓模具刃口�,相比傳統(tǒng)方法節(jié)省加工時(shí)間 70%���,同時(shí)模具的刃磨次數(shù)從 3 次提高到 8 次��,大大延長(zhǎng)了使用壽命����。這種精密修復(fù)能力���,使激光熔覆成為模具行業(yè)降本增效的關(guān)鍵技術(shù)���。
標(biāo)簽:石油鉆桿激光熔覆加工激光熔覆加工機(jī)廠家
信息由發(fā)布人自行提供,其真實(shí)性����、合法性由發(fā)布人負(fù)責(zé)。交易匯款需謹(jǐn)慎�����,請(qǐng)注意調(diào)查核實(shí)�。
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)